വ്യവസായ വാർത്ത
-

വലിയ ഫോർജിംഗുകൾക്ക് അനുയോജ്യമായ നോൺ-ഡിസ്ട്രക്റ്റീവ് ടെസ്റ്റിംഗ് രീതികൾ എന്തൊക്കെയാണ്
അൾട്രാസോണിക് ടെസ്റ്റിംഗ് (UT): വൈകല്യങ്ങൾ കണ്ടെത്തുന്നതിന് മെറ്റീരിയലുകളിൽ അൾട്രാസോണിക് പ്രചരണത്തിൻ്റെയും പ്രതിഫലനത്തിൻ്റെയും തത്വങ്ങൾ ഉപയോഗിക്കുന്നു. പ്രയോജനങ്ങൾ: സുഷിരങ്ങൾ, ഉൾപ്പെടുത്തലുകൾ, വിള്ളലുകൾ മുതലായവ പോലുള്ള ഫോർജിംഗുകളിലെ ആന്തരിക വൈകല്യങ്ങൾ ഇതിന് കണ്ടെത്താനാകും. ഉയർന്ന ഡിറ്റക്ഷൻ സെൻസിറ്റിവിറ്റിയും പൊസിഷനിംഗ് കൃത്യതയും ഉള്ളത്; മുഴുവൻ കെട്ടിച്ചമച്ചതിന് കഴിയും ...കൂടുതൽ വായിക്കുക -

സ്റ്റീൽ ഫോർജിംഗ് ഭാഗങ്ങളുടെ ടെമ്പറിംഗ്
ടെമ്പറിംഗ് എന്നത് ഒരു താപ ചികിത്സ പ്രക്രിയയാണ്, അതിൽ വർക്ക്പീസ് കെടുത്തുകയും Ac1-ന് താഴെയുള്ള താപനിലയിലേക്ക് ചൂടാക്കുകയും ചെയ്യുന്നു (ചൂടാക്കുമ്പോൾ pearlite-ൻ്റെ ആരംഭ ഊഷ്മാവ് ചൂടാക്കുമ്പോൾ ഓസ്റ്റിനൈറ്റ് പരിവർത്തനം സംഭവിക്കുന്നു), ഒരു നിശ്ചിത സമയത്തേക്ക് നിലനിർത്തുകയും തുടർന്ന് മുറിയിലെ താപനിലയിലേക്ക് തണുപ്പിക്കുകയും ചെയ്യുന്നു. ടെമ്പറിംഗ് സാധാരണയായി പിന്തുടരുന്നു...കൂടുതൽ വായിക്കുക -

4145H ഉപയോഗിച്ച് ഫോർജിംഗുകൾ നിർമ്മിക്കുന്നതിൻ്റെ ഗുണങ്ങൾ എന്തൊക്കെയാണ്
4145H എന്നത് പ്രധാനമായും എണ്ണ കിണർ കുഴിക്കുന്നതിനുള്ള ഉപകരണങ്ങളുടെ നിർമ്മാണത്തിനും ഉപയോഗത്തിനും ഉപയോഗിക്കുന്ന ഒരു ഘടനാപരമായ സ്റ്റീലാണ്. ഉരുക്ക് ഒരു ആർക്ക് ചൂളയിൽ പ്രോസസ്സ് ചെയ്യുകയും സോഫ്റ്റ് റിഫൈനിംഗ് സാങ്കേതികവിദ്യയിലൂടെ പ്രോസസ്സ് ചെയ്യുകയും ചെയ്യുന്നു. കൂടാതെ, ഡ്രിൽ ബിറ്റുകളുടെ പ്രകടനം മെച്ചപ്പെടുത്താൻ ഓയിൽ ഡ്രില്ലുകൾ പലപ്പോഴും ഉപയോഗിക്കുന്നു. ഡിററിൽ 4145H സ്റ്റീൽ ഉപയോഗിക്കുമ്പോൾ...കൂടുതൽ വായിക്കുക -

സ്റ്റെബിലൈസറിനായി 4145H അല്ലെങ്കിൽ 4145H MOD തിരഞ്ഞെടുക്കുക
4145H, 4145H MOD എന്നിവ പ്രധാനമായും പെട്രോളിയം, പ്രകൃതി വാതക വ്യവസായങ്ങളിൽ ഉയർന്ന ശക്തിയും ഉയർന്ന താപനിലയും ഉള്ള ആപ്ലിക്കേഷനുകൾക്കായി ഉപയോഗിക്കുന്ന രണ്ട് വ്യത്യസ്ത സ്റ്റീൽ സ്പെസിഫിക്കേഷനുകളാണ്. അവയുടെ വ്യത്യാസങ്ങൾ ഇനിപ്പറയുന്ന വശങ്ങളിലാണ്: രാസഘടന: രാസഘടനയിൽ ചെറിയ വ്യത്യാസമുണ്ട് b...കൂടുതൽ വായിക്കുക -

ശമിപ്പിക്കലും ടെമ്പറിംഗ് ചികിത്സയും
ക്വെഞ്ചിംഗ് ആൻഡ് ടെമ്പറിംഗ് ട്രീറ്റ്മെൻ്റ് എന്നത് ക്യുഞ്ചിംഗ്, ഹൈ-ടെമ്പറേച്ചർ ടെമ്പറിംഗ് എന്നിവയുടെ ഇരട്ട ചൂട് ചികിത്സ രീതിയെ സൂചിപ്പിക്കുന്നു, ഇത് വർക്ക്പീസിന് നല്ല സമഗ്രമായ മെക്കാനിക്കൽ ഗുണങ്ങളുണ്ടെന്ന് ഉറപ്പാക്കാൻ ലക്ഷ്യമിടുന്നു. ഉയർന്ന താപനില ടെമ്പറിംഗ് 500-650 ഡിഗ്രി സെൽഷ്യസ് താപനിലയെ സൂചിപ്പിക്കുന്നു. ഏറ്റവുമധികം ശമിച്ചതും കോപിച്ചതും...കൂടുതൽ വായിക്കുക -

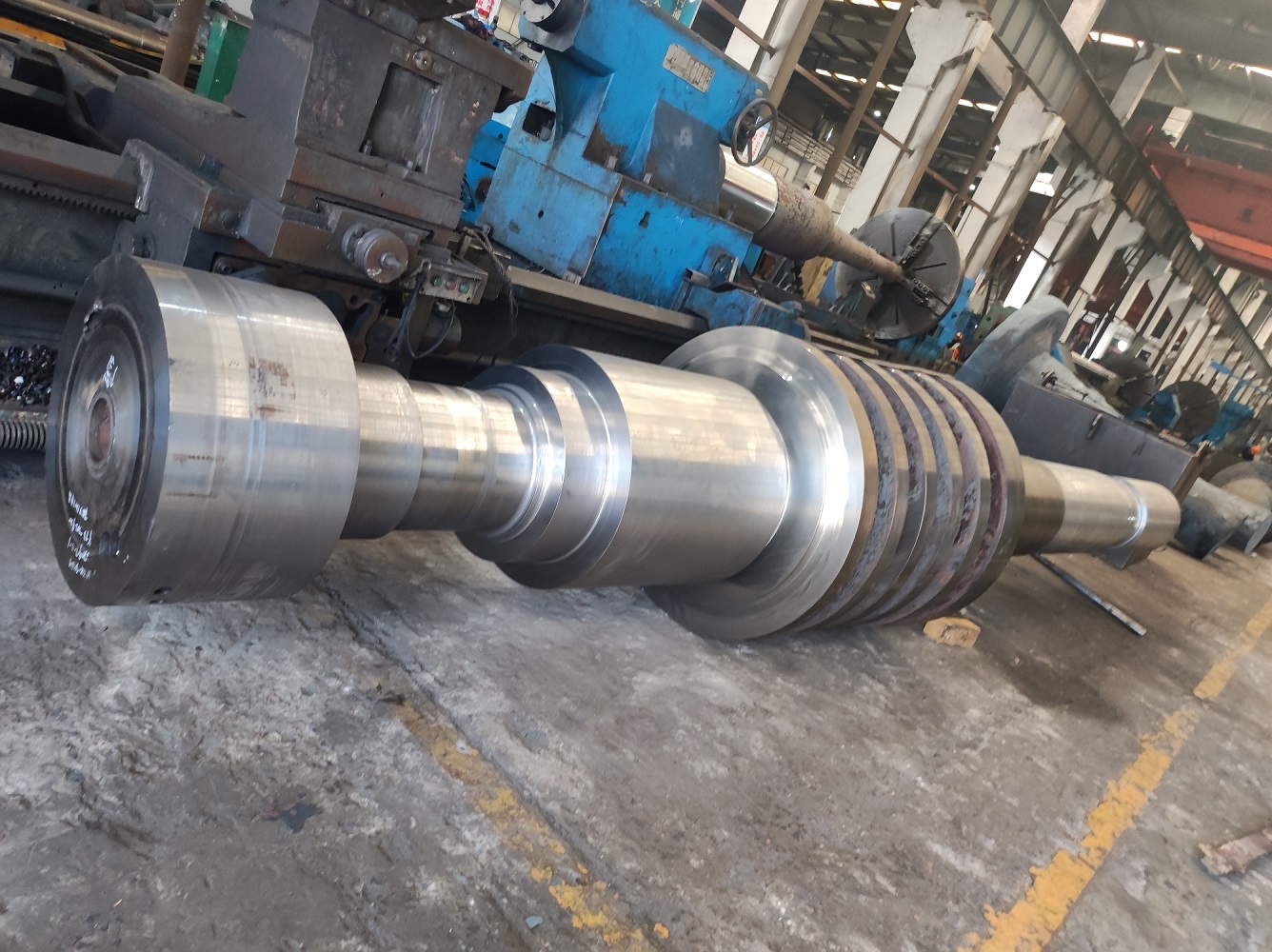
ഹൈഡ്രോളിക് ടർബൈനുകൾക്കും ഹൈഡ്രോളിക് ജനറേറ്ററുകൾക്കുമുള്ള ഷാഫ്റ്റ് ഫോർജിംഗുകൾ
1 സ്മെൽറ്റിംഗ് 1.1 ആൽക്കലൈൻ ഇലക്ട്രിക് ഫർണസ് സ്മെൽറ്റിംഗ് സ്റ്റീൽ നിർമ്മിക്കുന്നതിന് ഉപയോഗിക്കണം. 2 കെട്ടിച്ചമയ്ക്കൽ 2.1 സ്റ്റീൽ കഷണത്തിൻ്റെ മുകൾഭാഗത്തും താഴെയുമുള്ള അറ്റത്ത് മതിയായ കട്ടിംഗ് അലവൻസ് ഉണ്ടായിരിക്കണം. 2.2 കെട്ടിച്ചമയ്ക്കൽ...കൂടുതൽ വായിക്കുക -

കെട്ടിച്ചമച്ച ഭാഗങ്ങൾ തുറക്കുക
ഫ്രീ ഫോർജിംഗിൻ്റെ അടിസ്ഥാന പ്രക്രിയകളിൽ അസ്വസ്ഥത, നീട്ടൽ, പഞ്ച് ചെയ്യൽ, വളയ്ക്കൽ, വളച്ചൊടിക്കൽ, സ്ഥാനചലനം, മുറിക്കൽ, കെട്ടിച്ചമയ്ക്കൽ എന്നിവ ഉൾപ്പെടുന്നു. സൌജന്യ ഫോർജിംഗ് നീട്ടൽ, എക്സ്റ്റൻഷൻ എന്നറിയപ്പെടുന്ന നീളം, ബില്ലറ്റിൻ്റെ ക്രോസ്-സെക്ഷണൽ ഏരിയ കുറയ്ക്കുകയും അതിൻ്റെ നീളം വർദ്ധിപ്പിക്കുകയും ചെയ്യുന്ന ഒരു ഫോർജിംഗ് പ്രക്രിയയാണ്. നീണ്ട...കൂടുതൽ വായിക്കുക -
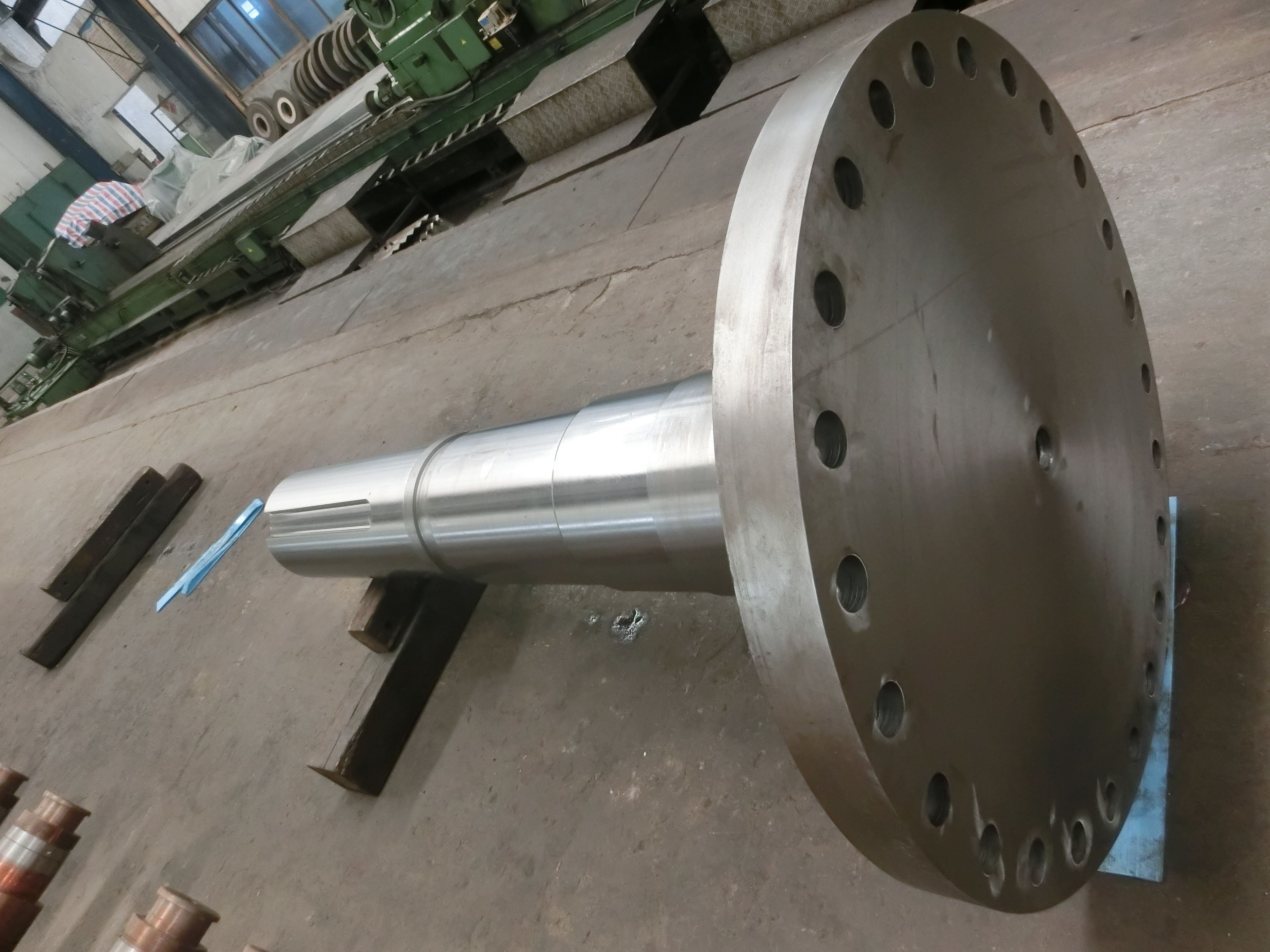
വ്യാവസായിക സ്റ്റീം ടർബൈനുകളുടെ റോട്ടറിനായി കെട്ടിച്ചമയ്ക്കുന്നു
1. സ്മെൽറ്റിംഗ് 1.1 കെട്ടിച്ചമച്ച ഭാഗങ്ങളുടെ ഉൽപാദനത്തിനായി, ആൽക്കലൈൻ ഇലക്ട്രിക് ആർക്ക് ഫർണസ് സ്മെൽറ്റിംഗ് തുടർന്ന് ബാഹ്യ ശുദ്ധീകരണവും സ്റ്റീൽ ഇൻകോട്ടുകൾക്ക് ശുപാർശ ചെയ്യപ്പെടുന്നു. ഗുണനിലവാരം ഉറപ്പാക്കുന്ന മറ്റ് രീതികളും ഉരുക്കലിനായി ഉപയോഗിക്കാം. 1.2 കട്ടിലുകൾ കാസ്റ്റുചെയ്യുന്നതിന് മുമ്പോ അതിനുമുമ്പോ, സ്റ്റീൽ അഴിച്ചുവെക്കണം...കൂടുതൽ വായിക്കുക -

കെട്ടിച്ചമച്ച ഭാഗത്തിൻ്റെ സാധാരണവൽക്കരണം
സ്റ്റീലിൻ്റെ കാഠിന്യം മെച്ചപ്പെടുത്തുന്ന ഒരു ചൂട് ചികിത്സയാണ് നോർമലൈസിംഗ്. സ്റ്റീൽ ഘടകങ്ങളെ Ac3 താപനിലയേക്കാൾ 30-50 ℃ താപനിലയിൽ ചൂടാക്കിയ ശേഷം, അവയെ കുറച്ച് സമയം പിടിച്ച് ചൂളയിൽ നിന്ന് വായു തണുപ്പിക്കുക. കൂളിംഗ് നിരക്ക് ആനിനേക്കാൾ വേഗതയുള്ളതാണ് എന്നതാണ് പ്രധാന സവിശേഷത.കൂടുതൽ വായിക്കുക -
കാറ്റാടിയന്ത്രത്തിൻ്റെ വ്യാജ ടവർ ഫ്ലേഞ്ചുകൾക്ക് ചില സാങ്കേതിക സവിശേഷതകൾ
പൊതുവായ ആവശ്യകതകൾ Flange മാനുഫാക്ചറിംഗ് കമ്പനികൾക്ക് ഉൽപ്പന്നങ്ങൾക്ക് ആവശ്യമായ സാങ്കേതിക കഴിവുകൾ, ഉൽപാദന ശേഷി, പരിശോധന, ടെസ്റ്റിംഗ് കഴിവുകൾ എന്നിവ ഉണ്ടായിരിക്കണം, ഒപ്പം ഫോർജിംഗ് വ്യവസായത്തിൽ കുറഞ്ഞത് രണ്ട് വർഷത്തെ പരിചയവും ഉണ്ടായിരിക്കണം. നിർമ്മാണ ഉപകരണങ്ങൾ ഫ്ലേഞ്ച് നിർമ്മാണം...കൂടുതൽ വായിക്കുക -

ഫോർജിംഗ്, ഫോർജിംഗുകൾ പ്രോസസ്സ് ചെയ്യുമ്പോൾ ടെമ്പർ പൊട്ടൽ
കെട്ടിച്ചമയ്ക്കുമ്പോഴും ഫോർജിംഗുകൾ പ്രോസസ്സ് ചെയ്യുമ്പോഴും കോപം പൊട്ടുന്നതിനാൽ, ലഭ്യമായ ടെമ്പറിംഗ് താപനില പരിമിതമാണ്. ടെമ്പറിംഗ് സമയത്ത് പൊട്ടൽ വർദ്ധിക്കുന്നത് തടയാൻ, ഈ രണ്ട് താപനില ശ്രേണികൾ ഒഴിവാക്കേണ്ടത് ആവശ്യമാണ്, ഇത് മെക്കാനിക്കൽ പ്രോപ്പ് ക്രമീകരിക്കുന്നത് ബുദ്ധിമുട്ടാക്കുന്നു ...കൂടുതൽ വായിക്കുക -

ഷാഫ്റ്റ് ഫോർജിംഗുകൾക്കുള്ള ചൂടാക്കൽ രീതികൾ എന്തൊക്കെയാണ്?
തുടർച്ചയായ ചലിക്കുന്ന താപനം സാധാരണയായി ഷാഫ്റ്റ് ഫോർജിംഗുകളുടെ ഇൻഡക്ഷൻ ചൂടാക്കലിനായി ഉപയോഗിക്കുന്നു, അതേസമയം ഉയർന്ന ഫ്രീക്വൻസി ക്വഞ്ചിംഗ് തപീകരണത്തിൽ സാധാരണയായി ഫോർജിംഗ് നീങ്ങുമ്പോൾ ഇൻഡക്റ്റർ ശരിയാക്കുന്നത് ഉൾപ്പെടുന്നു. ഇടത്തരം ആവൃത്തിയും പവർ ഫ്രീക്വൻസി തപീകരണവും, പലപ്പോഴും സെൻസറുകളാൽ ചലിപ്പിക്കപ്പെടുന്നു, ആവശ്യമുള്ളപ്പോൾ ഫോർജിംഗും കറങ്ങാം...കൂടുതൽ വായിക്കുക



